

Sikaflex®-292i
Sikaflex®-292i is a non-sag 1-component polyurethane adhesive of thixotropic, paste-like consistency which cures on exposure to atmospheric moisture. It exhibits excellent adhesive properties and a good mechanical strength. Sikaflex®-292i meets the low spread of flame requirements set out by the International Maritime Organisation (IMO).
- Good gap-filling properties
- Can be painted
- Bonds well to a wide variety of substrates
- Wheelmark approved
- Solvent free and very low VOC
PRODUCT BENEFITS
- Good gap-filling properties
- Can be painted
- Bonds well to a wide variety of substrates
- Wheelmark approved
- Solvent free and very low VOC
Usage
Sikaflex®-292i is suitable for structural joints in marine constructions which will be subjected to high dynamic stresses. It is suitable to bond metals, particularly aluminium (including anodized finishes), metal primers and paint coatings (2-component systems), or ceramic materials, plastics such as GRP (unsaturated polyester resin), ABS, etc. Seek manufacturer’s advice and perform tests on original substrates before using Sikaflex®-292i on materials prone to stress cracking. This product is suitable for experienced professional users only. Tests with actual substrates and conditions have to be performed ensuring adhesion and material compatibility.Packaging
| Cartridge | 300 ml |
Product Details
| Chemical base | 1-component polyurethane | |
| Color (CQP001-1) | White, black | |
| Cure mechanism | Moisture-curing | |
| Density (uncured) | depending on color | 1.3 kg/l |
| Non-sag properties (CQP061-1) | Very good | |
| Application temperature | 10 ─ 40 °C | |
| Skin time (CQP019-1) | 40 minutes A | |
| Open time (CQP526-1) | 30 minutes A | |
| Curing speed (CQP049-1) | (see diagram 1) | |
| Shrinkage (CQP014-1) | 2 % | |
| Shore A hardness (CQP023-1 / ISO 48-4) | 40 | |
| Tensile strength (CQP036-1 / ISO 527) | 3 MPa | |
| Elongation at break (CQP036-1 / ISO 527) | 400 % | |
| Tear propagation resistance (CQP045-1 / ISO 34) | 8 N/mm | |
| Tensile lap-shear strength (CQP046-1 / ISO 4587) | 2 MPa | |
| Service temperature (CQP509-1 / CQP513-1) |
4 hours 1 hour | -50 ─ 90 °C 120 °C 140 °C |
| Shelf life | 12 months B |
| CQP = Corporate Quality Procedure | B) 23 °C / 50 % r. h. | C) storage below 25 °C |
CURE MECHANISM
Sikaflex®-292i cures by reaction with atmospheric moisture. At low temperatures the water content of the air is generally lower and the curing reaction proceeds somewhat slower (see diagram 1).
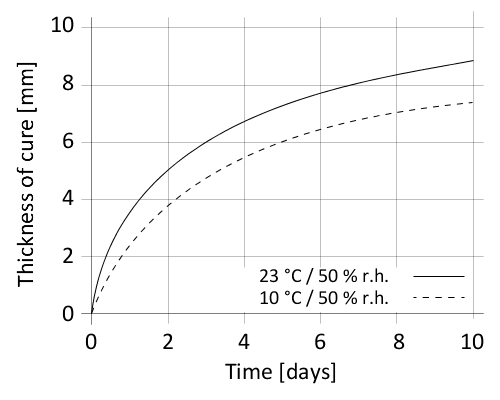
Diagram 1: Curing speed for Sikaflex®-292i
CHEMICAL RESISTANCE
Sikaflex®-292i is generally resistant to fresh water, seawater, diluted acids and diluted caustic solutions; temporarily resistant to fuels, mineral oils, vegetable and animal fats and oils; not resistant to organic acids, glycolic alcohol, concentrated mineral acids and caustic solutions or solvents.
Application
Surface preparation
Surfaces must be clean, dry and free from grease, oil and dust. Surface treatment depends on the specific nature of the substrates and is crucial for a long lasting bond. Suggestions for surface preparation may be found on the current edition of the appropriate Sika® Pre-treatment Chart.
Consider that these suggestions are based on experience and have in any case to be verified by tests on original substrates.
Application
Sikaflex®-292i can be processed between 10 °C and 40 °C (climate and product) but changes in reactivity and application properties have to be considered. The optimum temperature for substrate and sealant is between 15 °C and 25 °C.
Consider that the viscosity will increase at low temperature. For easy application, condition the adhesive at ambient temperature prior to use.
To ensure a uniform thickness of the bondline it is recommend to apply the adhesive in form of a triangular bead (see figure 1).
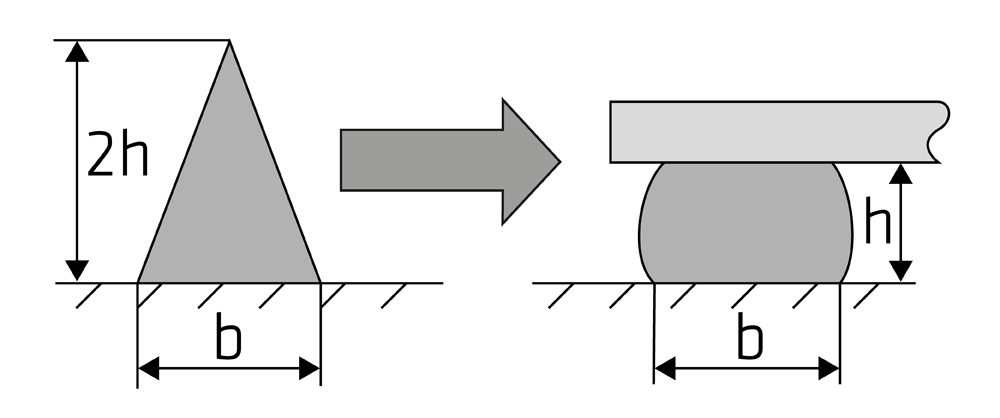
Figure 1: Recommended bead configuration
Sikaflex®-292i can be processed with manual, pneumatic or electric driven piston guns. The open time is significantly shorter in hot and humid climate. The parts must always be installed within the open time. Never join bonding parts if the adhesive has built a skin.
Tooling and finishing
Tooling and finishing must be carried out within the skin time of the sealant. It is recommended using Sika® Tooling Agent N. Other finishing agents must be tested for suitability and compatibility prior the use.
Removal
Uncured Sikaflex®-292i can be removed from tools and equipment with Sika® Remover-208 or another suitable solvent. Once cured, the material can only be removed mechanically. Hands and exposed skin have to be washed immediately using Sika® Cleaner-350H cleaning towels or a suitable industrial hand cleaner and water.
Do not use solvents on skin.
FAQ
You will find different variations and materials for rub rails such as GRP, paints, wood and moulded PVC, etc. Therefore a good surface preparation is key. Products needed depending on the rub rail material to be bonded.
To ensure a good final result follow the advice given in the pre-treatment chart. Common product for rub rail bonding is our assembly adhesive for marine Sikaflex®-292i or the STP based marine sealant Sikaflex®-591.
For further details read our application guidelines and our pre-treatment chart.
Winches, windlasses are subject to high mechanical stresses, fans, hatches and hatch covers to low stresses. To make sure your fittings are sealed strongly we recommend the following:
Bedding and sealing of fittings subject to high mechanical stresses
Deck fittings such as chain plates, winches and guide rollers must absorb very high dynamic stresses. For this purpose, a high-performance product, Sikaflex®-292i, our assembly adhesive, should be used in conjunction with additional mechanical fixings.
Bedding and sealing of fittings subject to minimal mechanical stresses
Deck fittings, such as ventilators and cover strips, need to be waterproofed but are not subject to high tensile or torsion stresses.
These fittings can be effectively bedded and sealed with only Sikaflex®-291i or if the joint remains visible and is exposed to weathering, then use Sikaflex®-591 or Sikaflex®-295 UV.
Check pre-treatment chart for surface preparation of substrates prior to application and follow application steps according to application guidelines.
For further details read our application guidelines and our pre-treatment chart.